
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

製品









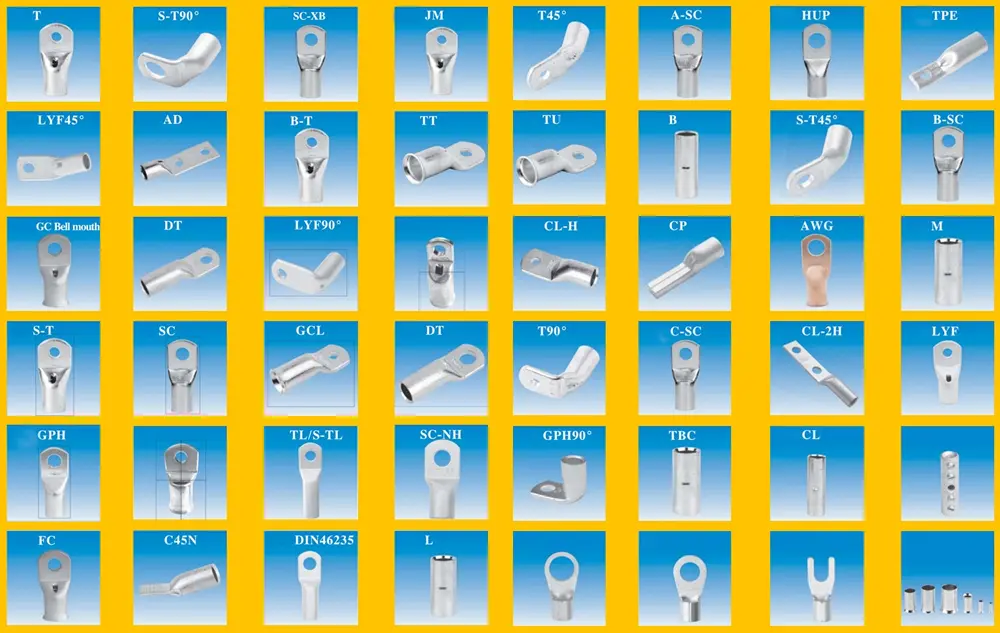
圧着コネクタ
中国のXiamen Honyu Intelligent Technology Co., Ltd.は、圧着コネクタの標準/非標準部品のカスタマイズをサポートしており、ハードウェア金型設計とスタンピング製品の生産において17年以上の専門技術を持っています。圧着コネクタの最小加工厚さは0.08mmに達し、優れた職人技でバリがありません。
お問い合わせを送信
製品説明
圧着コネクタは、厦門宏宇インテリジェントテクノロジーによって特にワイヤと端子の圧着接続用に設計されたプロフェッショナルコンポーネントです。高導電性材料と緻密な構造により、ワイヤーハーネス製造における接続信頼性の課題を解決しました。電気接続部品が必要な海外のお客様にも安心の商品です。金属加工と電気接続のサプライヤーとして、お客様に回路接続を容易にする高品質な製品とサービスを提供します。
リンピング状態検査
スタンピングハードウェア端子の圧着品質は、最終的な相互接続性能を保証する重要な要素です。端子プレス部の損傷、端子プレス部の曲がり、端子窓内の絶縁層は無傷だが電線圧着部の絶縁不良はないか、絶縁層圧着部の電線の穴あきはないか、エッジ圧着は正しいか、電線圧着後のブラシは見えるか、接続部にブラシはあるか、円錐穴はあるか 絶縁圧着部のマイクロメータ測定値は許容範囲内か圧着状態が良好かどうかは、範囲によっても判断できます。
プレスのハードウェア端子が正しく圧着されているかを確認する必要があります。手動圧着でも機械圧着でも、各接続点を注意深く検査する必要があります。不適切な圧着は、圧着コネクタの耐用年数を大幅に短縮し、安全上の問題を引き起こす可能性があります。
コネクタの種類や仕様ごとに線径の許容差が異なるため、線径の圧着点での太さの測定値を参考指標として使用できます。線径が不適切だと寿命が短くなるだけでなく、接続が不安定になったり、急激に外れたり、最終的には損失を引き起こす可能性があります。
加工技術
スタンピングハードウェア端子の主な材質は主に真鍮 H62 であり、特別な要件はありません。クラウンスプリングドラムスプリングの材質はベリリウム銅がほとんどです。すべての素材が金メッキに適しているわけではありません。したがって、金めっきの前に、金めっきの効果を確実にするために最初にニッケルの層がめっきされます。従来のニッケル系金めっきの仕様規格は、ニッケル層の厚さが50~80μm、金層の厚さが2μm以上、使用される金の純度が99.8%以上でした。最後に、しっかりとした保護フィルムを貼ります。製品の表面は、実用性を確保するために滑らかで酸化がなく、圧縮されていないバリのギャップによる製品の緩みを防ぐためにバリがない必要があります。製品の品質を保証するために、ハードウェアに工具の跡、ピンチの跡、鋭利なエッジがあってはなりません。当社では高精度の品質要求があり、±0.02の公差は指定しておりません。
電気めっき仕様
|
製品 |
圧着コネクタ |
|
外観要件 |
酸化、黄変、黒ずみ、青み、紫、引っ掛かり、段差等がないこと。 |
|
めっき性能 |
フルニッケルベース: 50-80 μ"。金メッキ: 1 μ"。両側の測定点:3mm。 |
|
高温耐性 |
260℃、5秒間で変色、黒ずみ、黄変、水膨れ、剥離がないこと。 |
|
はんだ付け性試験 |
はんだ被覆率は 95% 以上である必要があります。 |
|
塩水噴霧試験 |
5% 食塩水を 35°C で 24 時間使用してテスト。酸化、黒ずみ、その他の欠陥は認められません。 |
|
密着性試験(剥離試験) |
曲面でも塗装剥がれがありません。 |
|
環境コンプライアンス |
すべてのめっきは環境に優しい ROHS 要件に準拠する必要があります。 |
|
重要な領域のメッキ |
すべての測定点と指定された測定面は仕様に従ってメッキする必要があります (これらの領域ははんだ付け性と導電性にとって重要です)。 |
ホットタグ: 圧着コネクタ、中国、メーカー、サプライヤー、工場、見積もり、品質
関連カテゴリー
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。








